

Czekam na Twoją wiadomość
Nasza fabryka powstała w 2006 roku
-
 Mobile/Whats app/Wechat: +86-18761594570 ( Panna Jenny Chen )
Mobile/Whats app/Wechat: +86-18761594570 ( Panna Jenny Chen )
-
 E-mail: [email protected]
E-mail: [email protected]
Folia termokurczliwa POF: właściwości, zastosowania i przetwarzanie
Co to jest folia termokurczliwa POF i dlaczego stała się standardem branżowym?
Folia termokurczliwa POF — poliolefinowa folia termokurczliwa — to wielowarstwowa, współwytłaczana folia opakowaniowa wytwarzana z żywic polietylenowych (PE) i polipropylenowych (PP), która kurczy się ściśle i równomiernie wokół produktu pod wpływem ciepła, tworząc dopasowującą się, przezroczystą folię ochronną. Stała się dominującym materiałem w postaci folii termokurczliwej w opakowaniach żywności, towarów konsumpcyjnych, farmaceutykach i przemyśle, wypierając folię termokurczliwą z PVC, która wcześniej była standardem rynkowym ze względu na jej doskonałą przejrzystość, profil bezpieczeństwa żywności, walory środowiskowe i wydajność przetwarzania.
Przejście z PVC na POF jest jednym z najważniejszych substytutów materiałów w historii opakowań. Folia termokurczliwa PVC po podgrzaniu uwalnia gazowy kwas solny – żrący produkt uboczny, który z czasem uszkadza wyposażenie tunelu cieplnego i stwarza wymagania dotyczące wentylacji w środowiskach pakowania. POF nie wytwarza toksycznych produktów ubocznych spalania, jest dopuszczony do bezpośredniego kontaktu z żywnością zgodnie z FDA 21 CFR i rozporządzeniem UE 10/2011 i generuje znacznie niższą emisję dwutlenku węgla na kilogram wyprodukowanej folii. Globalne zużycie folii termokurczliwej POF przekracza obecnie 600 000 ton rocznie , przy czym Azja i Pacyfik mają największy i najszybciej rosnący udział w popycie.
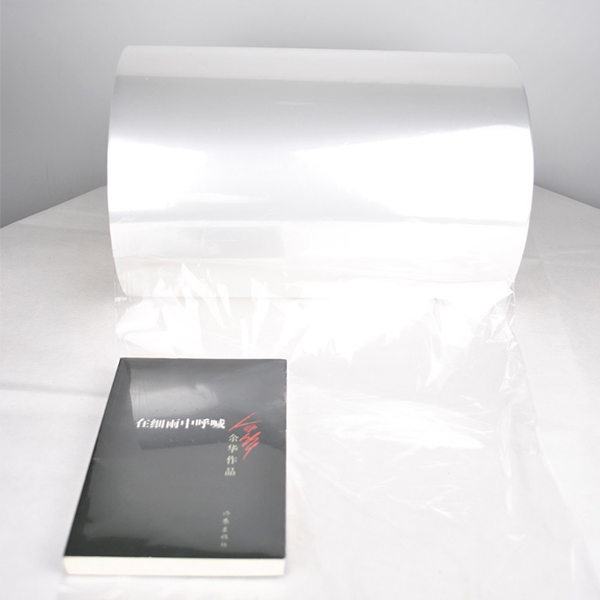
Optyczna przejrzystość materiału — zwykle osiągająca wartości zamglenia poniżej 2% i poziom połysku powyżej 90 GU — sprawia, że jest to folia z wyboru do zastosowań w opakowaniach detalicznych, gdzie widoczność produktu przez folię jest wymogiem komercyjnym. Jego zrównoważony skurcz dwuosiowy (w przybliżeniu równy współczynnik skurczu zarówno w kierunku maszynowym, jak i poprzecznym) umożliwia dokładne dopasowanie do nieregularnych kształtów produktów bez zniekształceń, zmarszczek lub „psich uszu” w rogach, które stanowią wyzwanie dla mniej zrównoważonych folii.
Proces produkcyjny i struktura folii
Folia termokurczliwa POF jest wytwarzana w procesie współwytłaczania folii rozdmuchowej, podczas którego wiele warstw polimeru jest jednocześnie wytłaczanych przez pierścieniową matrycę, napełnianych do postaci pęcherzyka i szybko schładzanych w celu zablokowania dwuosiowo zorientowanej struktury amorficznej. Ten proces orientacji — rozciąganie folii zarówno w kierunku maszynowym (MD), jak i w kierunku poprzecznym (TD) podczas napełniania pęcherzyków — tworzy pamięć skurczu, która powoduje, że folia po ponownym podgrzaniu powraca do swoich pierwotnych wymiarów bez rozciągania.
Architektura warstwowa
Komercyjne folie termokurczliwe POF zazwyczaj wykorzystują trójwarstwową lub pięciowarstwową strukturę współwytłaczaną. Zewnętrzne warstwy powłoki (zwykle liniowy polietylen o małej gęstości lub metalocenowy PE) zapewniają szczelność, przejrzystość optyczną i właściwości poślizgu powierzchniowego. Warstwa rdzeniowa (zwykle polipropylen lub mieszanka PP/PE) zapewnia sztywność, wytwarzanie siły skurczu i odporność na temperaturę. W strukturach pięciowarstwowych dodatkowe warstwy wiążące spajają ze sobą różne układy polimerowe, umożliwiając zastosowanie żywic rdzeniowych o wyższej wydajności, które nie przylegają bezpośrednio do warstw naskórkowych.
Żywice poliolefinowe katalizowane metalocenami — stosowane w najwyższej jakości foliach POF — zapewniają węższy rozkład masy cząsteczkowej niż konwencjonalne żywice katalizowane Zieglerem-Nattą, co skutkuje foliami o bardziej spójnych właściwościach skurczu, niższej temperaturze rozpoczęcia zgrzewania i lepszej przejrzystości. Te zalety wydajności powodują wyższą cenę o 10–20% w porównaniu ze standardowymi foliami POF i są preferowane w szybkich zautomatyzowanych liniach pakujących, gdzie spójność procesu i redukcja odpadów folii uzasadniają dodatkowy koszt materiału.
Technologia sieciowania
Usieciowane folie POF poddawane są napromienianiu (zazwyczaj wiązce elektronów lub promieniowaniu gamma) po wytłaczaniu w celu utworzenia wiązań kowalencyjnych pomiędzy łańcuchami polimeru, tworząc trójwymiarową strukturę sieciową. Sieciowanie znacznie poprawia wydajność folii termokurczliwej w wymagających zastosowaniach: folie usieciowane wykazują wyższą siłę skurczu w równoważnej temperaturze obkurczania, lepszą wytrzymałość na gorąco (odporność na rozdzieranie podczas procesu obkurczania) i lepszą odporność na przebicie w porównaniu z nieusieciowanymi odpowiednikami o tej samej grubości. Stanowią standardową specyfikację dla produktów ciężkich lub nieregularnych – opakowań zbiorczych butelek, wyrobów metalowych i opakowań łatwo psującej się żywności – w przypadku których nieusieciowane folie mogłyby rozerwać się podczas kurczenia.

Kluczowe właściwości wydajnościowe i sposób ich oceny
Właściwości folii termokurczliwej POF charakteryzują się określonym zestawem mierzalnych właściwości. Zrozumienie, co oznacza każda właściwość i jak wpływa ona na wyniki pakowania, umożliwia kupującym wybranie właściwej folii do ich zastosowania i ocenę konkurencyjnych produktów na podstawie znaczących podstaw technicznych.
Współczynnik skurczu i równowaga skurczu
Współczynnik skurczu odnosi się do procentowego zmniejszenia wymiarów folii po podgrzaniu do standardowej temperatury testowej (zwykle 120°C lub 150°C zgodnie z ASTM D2732). Komercyjne folie POF zazwyczaj osiągają całkowite wartości swobodnego skurczu na poziomie 40–80% w przypadku MD i TD łącznie. Równowaga skurczu — stosunek skurczu MD do TD — jest równie ważna: zrównoważona folia (stosunek MD:TD w przybliżeniu 1:1) równomiernie dopasowuje się do produktów trójwymiarowych, podczas gdy niezrównoważona folia będzie się marszczyć, tunelować lub powodować zniekształcenia narożników. Folie Premium POF utrzymują równowagę skurczu w zakresie od 10:9 do 9:10 MD:TD na całej szerokości rolki.
Siła uszczelnienia i okno uszczelnienia
Folie POF są zgrzewane na maszynach pakujących z prętami L lub ze zgrzewaniem bocznym przy użyciu podgrzewanych drutów lub prętów zgrzewających. Wytrzymałość zgrzewu – mierzona w N/25 mm zgodnie z ASTM F88 – musi być wystarczająca, aby pomieścić produkt przez tunel obkurczający bez uszkodzenia uszczelnienia, zwykle wymagając minimum 4–8 N/25 mm w zależności od wagi produktu. Okno zgrzewania – zakres temperatur, w którym folia zgrzewa się niezawodnie, nie przepalając się ani nie wiążąc – określa szerokość procesu dostępną dla operatorów maszyn pakujących. Szersze okna zgrzewania (zwykle zakres 20–30°C dla POF premium w porównaniu z 10–15°C dla gatunków standardowych) znacznie redukują przestoje linii pakującej i straty folii spowodowane awarią uszczelek podczas wahań temperatury otoczenia.
Właściwości optyczne
Zamglenie (mierzone zgodnie z ASTM D1003) i połysk (mierzone zgodnie z ASTM D2457) określają ilościowo klarowność optyczną. Standardoweowe komercyjne folie POF osiągają zmętnienie poniżej 3% i połysk 60° powyżej 85 GU; Folie klasy optycznej premium osiągają zamglenie poniżej 1,5% i połysk powyżej 95 GU. W przypadku opakowań detalicznych, gdzie obecność na półce jest priorytetem komercyjnym, obok właściwości termokurczliwych głównym kryterium wyboru są parametry optyczne.
Odporność na przebicie i rozdarcie
Odporność na przebicie (ASTM D5748) i odporność na rozdarcie Elmendorfa (ASTM D1922) określają zdolność folii do przetrwania kontaktu z ostrymi krawędziami produktu podczas i po obkurczaniu. W przypadku produktów z wystającymi rogami, etykietami lub nieregularnymi cechami powierzchni właściwości te określają minimalną akceptowalną specyfikację folii. Usieciowane folie POF zazwyczaj osiągają o 30–50% wyższą odporność na przebicie niż nieusieciowane odpowiedniki o tej samej grubości, często umożliwiając zmniejszenie grubości (przy użyciu cieńszej folii) przy zachowaniu równoważnych właściwości ochronnych.
| Własność | Standardowy POF | Usieciowany POF | Metoda testowa |
|---|---|---|---|
| Całkowity swobodny skurcz (120°C) | 40–60% | 50–80% | ASTM D2732 |
| Mgła | <3% | <2% | ASTM D1003 |
| Siła uszczelnienia | 4–6 N/25 mm | 6–10 N/25 mm | ASTM F88 |
| Odporność na przebicie | Standard | 30–50% w stosunku do standardu | ASTM D5748 |
| Typowy zakres grubości | 12–25 mikronów | 15–30 mikronów | ASTM D6988 |
| Zgodność z kontaktem z żywnością | FDA/UE 10/2011 | FDA/UE 10/2011 | — |
Zastosowania w różnych sektorach przemysłu
Folia termokurczliwa POF ma wyjątkowo szerokie zastosowanie, co jest jednym z głównych powodów, dla których stała się domyślną folią opakowaniową w tak wielu branżach. Połączenie bezpieczeństwa żywności, przejrzystości optycznej i wszechstronności przetwarzania sprawia, że nadaje się do stosowania w różnych kategoriach produktów, w których niewiele innych elastycznych materiałów opakowaniowych może służyć jednocześnie.
Jedzenie i napoje
Opakowania do żywności to największy na świecie segment końcowego zastosowania folii termokurczliwej POF. Tacki na świeże produkty, porcje mięsa i drobiu, wypieki, opakowania zbiorcze słodyczy i opakowania wiązek wody butelkowanej opierają się na folii POF. Dopuszczenie do bezpośredniego kontaktu z żywnością zgodnie z przepisami FDA i UE, w połączeniu ze zdolnością folii do utrzymywania zmodyfikowanej atmosfery wokół łatwo psujących się produktów, gdy jest używana z uszczelnionymi tacami podstawowymi, sprawia, że jest ona niezastąpiona na działach świeżej żywności w supermarketach. Perforowane warianty POF — z mikroperforacjami umożliwiającymi wymianę gazową — są standardem w zastosowaniach związanych ze świeżymi produktami, gdzie należy kontrolować odgazowywanie etylenu.
Dobra konsumpcyjne i sprzedaż detaliczna
Zabawki, kosmetyki, oprogramowanie, media i zestawy upominkowe wykorzystują folię termokurczliwą POF, aby zapewnić zabezpieczenie przed manipulacją, połączyć wiele jednostek i poprawić prezentację na półce. Optyczna przejrzystość folii umożliwia pełną widoczność produktu bez otwierania opakowania – co jest krytycznym wymogiem w handlu detalicznym – a jej ciasno dopasowująca się folia termokurczliwa zapewnia profesjonalny, luksusowy wygląd, jakiego wymagają właściciele marek. POF to także standardowa folia do zastosowań w etykietach termokurczliwych na butelkach i pojemnikach, gdzie ozdobna osłona całego korpusu jest obkurczana, aby dopasować się do złożonej geometrii butelki.
Farmaceutyka i Opieka Zdrowotna
W opakowaniach farmaceutycznych stosuje się folię termokurczliwą POF do owijania opakowań blistrowych, kartonów i opakowań wielojednostkowych w celu zabezpieczenia przed manipulacją. Wymogi regulacyjne dotyczące opakowań farmaceutycznych należą do najbardziej rygorystycznych w dowolnym sektorze — folie muszą spełniać wymagania dotyczące ekstrakcji i wymywalności, wykazywać zgodność właściwości fizycznych i chemicznych między partiami oraz być dostarczane z pełną dokumentacją identyfikowalności materiałów. Folie POF klasy farmaceutycznej są zazwyczaj dostarczane z danymi z certyfikatu analizy (CoA) dla każdej partii produkcyjnej , obejmujące właściwości optyczne, mechaniczne i chemiczne w porównaniu z zatwierdzoną specyfikacją.
Przemysłowe i sprzętowe
Przemysłowe zastosowania POF obejmują pakowanie wiązek rur, rurek i profili; pakowanie narzędzi i sprzętu; i ochronne opakowanie komponentów na czas transportu. Zastosowania te zazwyczaj wymagają folii o większej grubości (25–40 mikronów) o wysokiej odporności na przebicie i dużej integralności uszczelnienia, a nie o parametrach optycznych, które decydują o specyfikacjach towarów konsumpcyjnych. Usieciowany POF to standardowa specyfikacja dla nieregularnych lub ciężkich produktów przemysłowych, w których standardowa folia rozrywa się podczas kurczenia.
Sprzęt do przetwarzania i optymalizacja
Folia termokurczliwa POF działa optymalnie, gdy jest przetwarzana na sprzęcie skonfigurowanym pod kątem jej specyficznych właściwości termicznych i mechanicznych. Podstawowy sprzęt do przetwarzania składa się z maszyny owijającej i tunelu obkurczającego, a interakcja między specyfikacją folii a ustawieniami sprzętu determinuje ostateczną jakość opakowania.
Zgrzewarki w kształcie litery L (które jednocześnie zgrzewają i przecinają folię wokół produktu jednym pociągnięciem) są standardem w zastosowaniach o małej i średniej objętości; Maszyny o ruchu ciągłym z bocznym zgrzewem obsługują linie szybkobieżne przetwarzające 30–120 opakowań na minutę. Niższa temperatura inicjacji zgrzewania POF w porównaniu z PVC (zwykle 110–130°C w porównaniu z 140–160°C w przypadku PVC) umożliwia krótszy czas cyklu zgrzewania i zmniejsza zużycie energii na opakowanie w kompatybilnym sprzęcie.
Konfiguracja tunelu obkurczającego — profil temperatury, prędkość taśmy i wzór przepływu powietrza — musi być dopasowana do krzywej obkurczania folii. Folie POF na ogół wymagają temperatury tunelu 130–180°C, w zależności od grubości folii i masy termicznej produktu. Tunele z wymuszonym obiegiem powietrza zapewniają najbardziej równomierną dystrybucję ciepła podczas przetwarzania POF , unikając miejscowego przegrzania, które może powodować wypalenia cienkich warstw, gdy tunele wykorzystujące wyłącznie podczerwień są używane bez odpowiedniego zarządzania przepływem powietrza.
Kluczowe parametry optymalizacji przetwarzania obejmują czas przebywania w tunelu (kontrolowany prędkością taśmy), podział temperatur (zwykle trzy do pięciu niezależnie kontrolowanych stref od wejścia do wyjścia) oraz kalibrację temperatury drutu zgrzewającego lub pręta. Nowoczesne linie pakujące zawierają systemy kontroli temperatury w obiegu zamkniętym, które utrzymują warunki w tunelu w zakresie ±2°C od wartości zadanej, znacznie poprawiając spójność opakowań w porównaniu ze starszymi systemami w obiegu otwartym, gdzie rzeczywista temperatura w tunelu może różnić się o ±10°C lub więcej podczas produkcji.
Profil zrównoważonego rozwoju i perspektywy regulacyjne
Folia termokurczliwa POF zajmuje stosunkowo korzystną pozycję w krajobrazie zrównoważonego rozwoju opakowań giętkich, chociaż stoi przed tymi samymi wyzwaniami związanymi z końcem cyklu życia, co wszystkie elastyczne folie poliolefinowe na rynkach, gdzie infrastruktura zbiórki i recyklingu folii elastycznych pozostaje ograniczona.
Z punktu widzenia śladu węglowego produkcji POF wypada korzystnie w porównaniu z PVC (brak chemii chloru, niższa energia procesu) i cięższymi alternatywnymi materiałami opakowaniowymi (sztywne plastikowe tace, kartony z tektury falistej) pod względem jednostki funkcjonalnej – masy materiału wymaganej do uzyskania równoważnej ochrony produktu. Oceny cyklu życia zazwyczaj pokazują, że folia termokurczliwa POF należy do opcji pakowania o najniższej intensywności emisji dwutlenku węgla w przypadku produktów, w przypadku których wymagane jest pełne pokrycie folią.
Możliwość recyklingu pozostaje kluczowym wyzwaniem w zakresie zrównoważonego rozwoju. Folie POF teoretycznie nadają się do recyklingu w ramach strumienia elastycznych folii poliolefinowych, ale w praktyce wymagają zbiórki w ramach specjalnych programów odbioru lub odbioru w sklepie, a nie recyklingu przy krawężniku, ponieważ większość miejskich systemów sortowania nie jest w stanie oddzielić cienkich elastycznych folii od innych materiałów nadających się do recyklingu. Kilku wiodących producentów folii POF wprowadziło monomateriałowe formuły w całości wykonane z PE które są zgodne z szeroko ugruntowanym kierunkiem recyklingu folii PE — stanowi to znaczący postęp dla marek pragnących dostosować się do globalnego zobowiązania Fundacji Ellen MacArthur dotyczącego wyeliminowania problematycznych opakowań do celów do roku 2025.
Oczekuje się, że unijne rozporządzenie w sprawie opakowań i odpadów opakowaniowych (PPWR) nałoży minimalne wymagania dotyczące zawartości materiałów pochodzących z recyklingu i możliwości recyklingu dla wszystkich opakowań sprzedawanych na rynku UE do 2030 r., co wywrze dodatkową presję na producentów folii POF, aby wykazali zgodność z przepisami dotyczącymi recyklingu – jest to obszar, w którym branża znacząco inwestuje w zmiany w projektowaniu pod kątem recyklingu i programy certyfikacji zdolności do recyklingu przez strony trzecie.
Polecane produkty






Skontaktuj się z nami
Chcesz wiedzieć więcej?
- E-mail: [email protected]
- Phone: +86-18761594570 ( Panna Jenny Chen )
- WhatsApp: +86-18761594570
- Address : Nr 58-2, Panlongshan Road, miasto Shanguan, miasto Jiangyin, prowincja Jiangsu, Chiny
Szybkie linki
Kategorie produktów
- Standardowa folia termokurczliwa POF
- Rolka folii termokurczliwej poliolefinowej
- Folia termokurczliwa POF
- Folia z tworzywa sztucznego POF
- Rolka termokurczliwa POF
- Materiał folii termokurczliwej POF
- Folia termokurczliwa POF
- Folia termokurczliwa poliolefinowa składana centralnie
- Mikroperforowana folia termokurczliwa POF
- Folia termokurczliwa POF
- Folia termokurczliwa z poliolefiny
- Folia z tworzywa poliolefinowego
Śledź nas
Prawa autorskie © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 Producenci folii termokurczliwej POF
Producenci folii termokurczliwej POF